
-
铸锭
-
开方
-

抛光倒角
-

粘接
-

切片
-
脱胶
-
清洗
-

分选
-
硅片
-

电池片
-
组件
-

电站
-
 性价比高
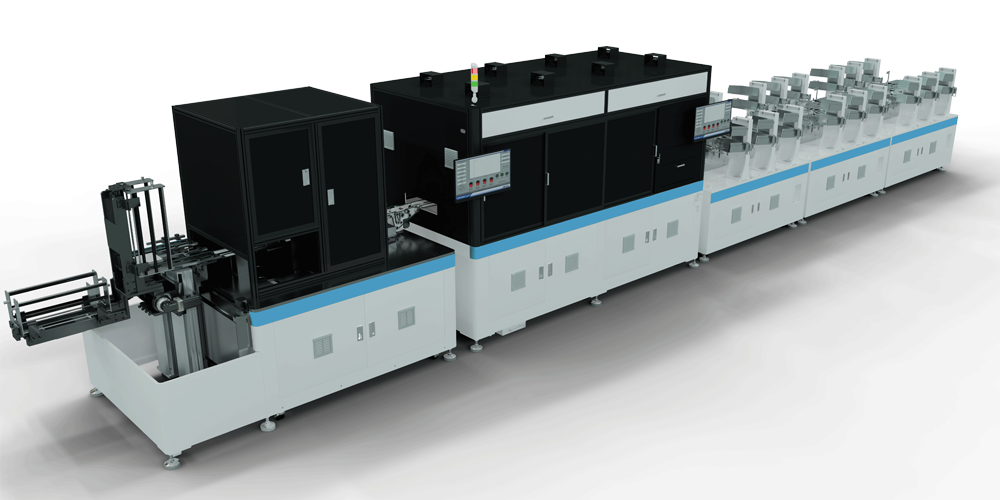
性价比高低速机量产稳定达16000pcs/h,自研视觉算法软件,瑕疵检测速度≤0.15s,同步多皮带设计实现抽片速度≤0.20s
-
 兼容性强
兼容性强兼容单晶 / 多晶检测,支持 182-230 mm 硅片全片 / 半片,上料兼容 100/120pcs,料篮型号厚度 80-240μm,电阻率 0.2-20,下料站标准为 3 站 (18 工位 + 2),可减配或增配工位
-
 性价比高
性价比高搭载高性能 GPU,CPU 和总线控制软件,实现数据的高效运算,实时的运动控制,方便客户定制需求:自动切单,点检动报警等,方便 MES 对接系统,开放 TCP/IP 协议及数据库
-
 精度高
精度高尺寸检测精度≤30μ(3σ),3D 检测厚度精度≤0.8μ(3σ),电阻率检测精度≤3%(3σ),脏污 / 隐裂 / 孔洞 / 崩边检出率≥98%
-
 稳定性高
稳定性高稼动率 > 98%,碎片率 < 0.05%,直流率 < 0.1%,误判率 < 0.3%,漏检率 < 0.2%
-
 安全性
安全性配备5KW UPS:对设备持续供电,避免断电引起数据缺失及精密贵重器件损坏。数据安全:分级式权限管理,便于对设备参数设置管控
| 项目 | 参数 |
|---|---|
| 整机尺寸 | L:10000mm * W:1400mm * H:2050mm |
| 尺寸范围 | 182*182mm - 230*230mm |
| 厚度范围 | 80-240 µm |
| CT及产能 | CT≤0.220s 16000pcs/h@182; CT≤0.257s 14000pcs/h@210 |
| 故障率 | ≤0.5% |
| 碎片率 | ≤0.05% |
| 检测功能 | 计数型:脏污、崩边、隐裂、孔洞;计量型:尺寸、线痕、厚度、电阻率、翘曲、TTV |
| 下料工位 | 3站,双片下料:29(3+3+3)=18个工位;38个料盒:每个工位2个料盒;182+1个直流料盒工位+1个碎片剔除料盒 |
 |
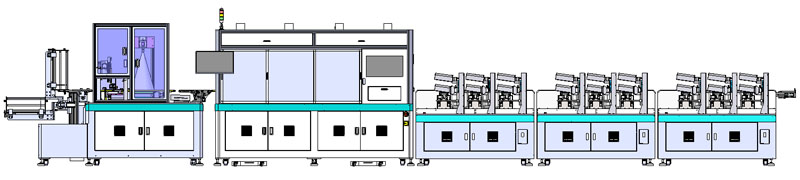
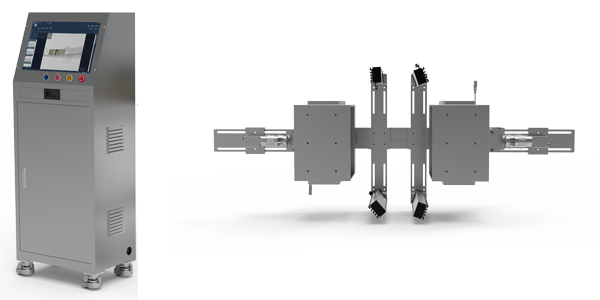
产品简介
深视创新“DV-CELM 100 AI视觉电芯外观检测模组”,是面向新能源制造全流程推出的一体化外观质量检测设备。基于高精度视觉成像、深度学习算法与工业级稳定架构,可对面形电芯、软包电芯、圆柱电芯及刀片电芯进行全外观、全流程、高速度检测,实现零漏检、低过杀、高节拍、高稳定性的质量控制目标。
适用于锂电行业、储能电池制造、动力电池工厂。 |
-
全场景覆盖
支持2D/3D检测,覆盖六面、棱边、R角、极柱、防爆阀、极耳等全区域,兼容磨砂/光面、异形电芯与包膜/喷涂
-
高精度高可靠
漏检率≤0.01%、过杀率≤0.1%,可稳定识别0.05-0.1mm级微缺陷,含膜内软硬异物、针孔等难点
-
AI智能算法
深度学习+传统视觉,支持AI模板定位寻边、少样本即可适配新缺陷
-
软硬一体
定制高亮光源+高像素相机/镜头+定制软件,实现软硬件一体化交付;换型便捷
-
数据闭环与管控
实时良率监控、统计分析、MES无缝对接,实现缺陷溯源与工艺优化
| 技术指标 | 参数说明 |
|---|---|
| 检测对象 | 各形式电芯(软包、圆柱、方壳)、模组、电池包等 |
| 缺陷种类 | 破损、凹凸印(鼓包,凹陷)、异物、划痕、尺寸、平整度、包膜不良、极耳不良 |
| 异常响应 | 3秒内停机,检测信号停留5秒(适配产线速度) |
| 信号传输时间 | 0.15-0.3ms |
| 误检率 | 0.1% |
| 检测速度 | 实时响应,适配产线生产节奏 |
| 检测尺寸范围 | 根据电池尺寸定制架设方式 |
| 常规识别准确率 | ≥99.9% |
| 检测精准度 | 0.05mm |
 |
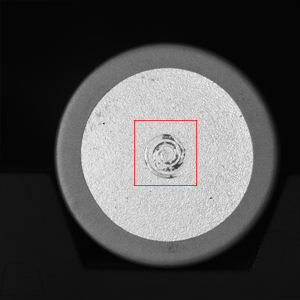
圆柱顶部
表面瑕疵检测
|
检测结果展示
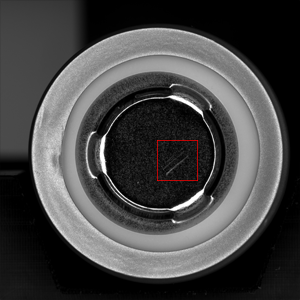
划痕 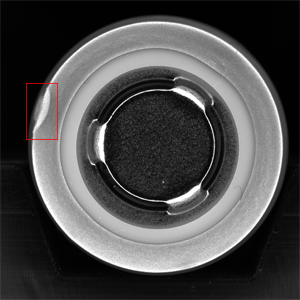
凹陷 |
||
 |
圆柱底部
表面瑕疵检测
|
检测结果展示
脏污 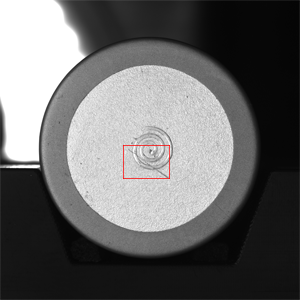
裂痕 |
||
 |
圆柱侧面
表面瑕疵检测
|
检测结果展示
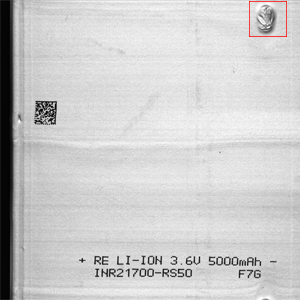
异物 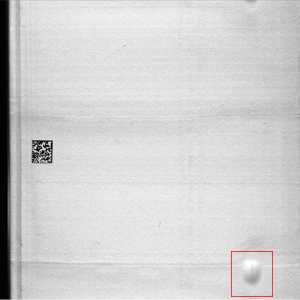
鼓包 |
||
 |
方壳表面
表面瑕疵检测
|
检测结果展示

破损 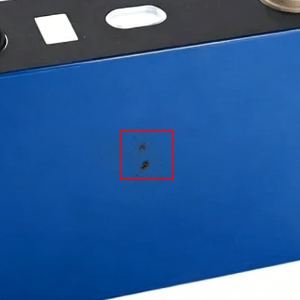
脏污 |
||
 |
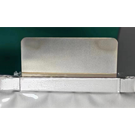
方壳极柱
表面瑕疵检测
|
检测结果展示
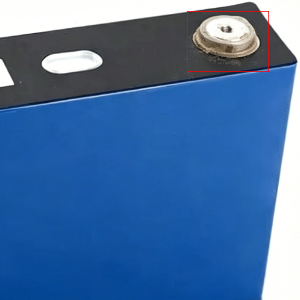
极柱脏污 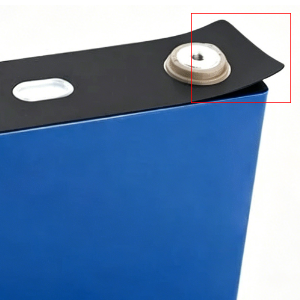
极柱翘曲 |
||
 |
软包电芯
表面瑕疵检测
|
检测结果展示
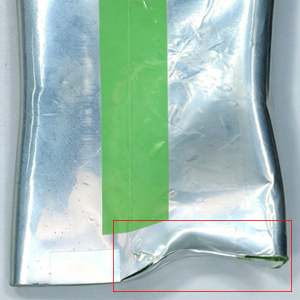
凹陷 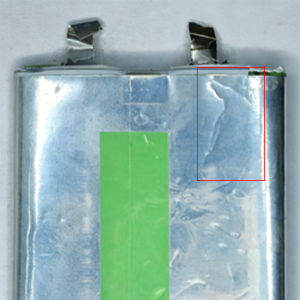
划痕 |
适用于锂电行业、储能电池制造、动力电池工厂。
-
聚焦极耳根部、极耳端面、极耳侧面、翻折位检测
-
适配方壳/软包/圆柱电芯极耳检测
-
AI智能算法:深度学习+传统视觉,支持AI模板定位寻边、少样本即可适配新缺陷
-
软硬一体:定制高亮光源+高像素相机/镜头+定制软件,实现软硬件一体化交付;换型便捷,支持快速换型、正样本的换型功能,适配产线节拍
-
数据闭环与管控:实时良率监控、统计分析、MES无缝对接,实现缺陷溯源与工艺优化,支撑降本增效
| 技术指标 | 参数说明 |
|---|---|
| 检测对象 | 各形式电芯(软包、圆柱、方壳等)极耳检测 |
| 缺陷种类 | 极耳撕裂、缺料、变形、翻折、错位、毛刺、氧化、压痕、翘曲等 |
| 异常响应 | 3 秒内停机,检测信号停留 5 秒(可随现场实际情况调整) |
| 信号传输时间 | 0.15-0.3ms |
| 误检率 | 0.1%误检率 |
| 检测速度 | 实时响应,适配产线生产节奏 |
| 检测尺寸范围 | 根据电池尺寸定制架设方式 |
| 常规识别准确率 | ≥99.9% |
| 检测精准度 | 0.05mm |
-
变色
-
变形
-

压印
-

异物
-
腐蚀
-

划伤
-
破损
-

缺口
-

缺失
-

歪斜
-

翻折
-

断裂
-
脏污
-
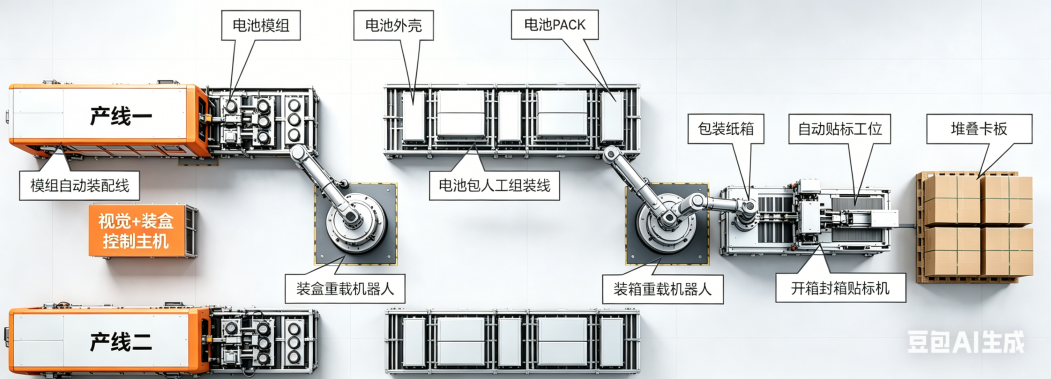
高精度自动装箱
-
高精度自动装盒(配合打包机自动打包)
-
基于MES的唯一识别,自动贴标
-
基于AI视觉的外观检测,复核外观、标签的完整、正确
-
装盒完毕(打包机自动打包完毕)自动码垛
-
双流水线兼容工作方式,节省一半设备投入
| 项目 | 参数 |
|---|---|
| 设备型号 | DV-ASSM 100 |
| 智能模组尺寸(长 * 宽 * 高) | 定制(根据产线大小与模组、外壳尺寸调整) |
| 电柜尺寸(长 * 宽 * 高) | 600mm*400mm*1480mm |
| 相机类型 | 500w彩色工业相机/2000w黑白工业相机 |
| 辅助定位 | 编码器辅助精准确定检测位置 |
| 光源 | 定制光源 |
| 传输方式 | 适配模组信号联动,支持实时同时数据 |
| 成像位置 | 工位1:模组顶部、外壳边框;工位2:外壳顶部、装箱顶部 |
| 显示器 | 21.5寸高清触摸屏 1920*1080P |
| 数据大屏 | 自动监控检测状态、合格率、异常类型,支持 MES 系统接入(存档异常数据 / 图像) |
| 重载机械臂参数 | 6轴、最大负载:100kg、臂展:3000mm、工作角度:±360度、本体重量:1053kg |
| 精度与防护 | 重复定位精度:±0.06mm、防护等级/洁净等级:手腕IP65、主体IP54 |
| 抓取工作 | 抱夹夹具夹取电池模组或电池包不跌落,重载吸盘辅助最后50mm缓慢入箱/盒 |
| 工作速度 | 实时响应,配合产线速度 |
| 适用范围 | 产线模组装盒工位、产线电池装箱工位 |
| 算力 | 嵌入式高集成工业级 AI 服务器 |
| 报警灯 | 三色一体报警指示灯 + 高分贝报警器 |
| 设备材质 | 灰色烤漆 |
| 软件 | AI 自主学习算法,高精度传统算法 |
| 工作电压 | AC 220V、50/60Hz |
| 设备功率 | ≤8KW |
| 设备重量 | ≤3000kg |
2.设备将“开箱”“装箱”“封箱”“贴标”“标签检测”合并为同一个工位,增加效率同时最大化节省设备投资
|
华南 深圳总部:南山区西丽街道留仙村路73号南科创•启城A栋6楼 深圳硬件装备基地:南山区西丽街道留仙村路73号南科创•启城A栋6楼 |
华东 苏州公司:江苏省苏州市相城区黄桥苏州智能制造服务产业园南区A栋408 苏州硬件装备基地:江苏省苏州市相城区 |

|
|
北海 西部生产基地(北海深视创新人工智能有限公司):广西北海市海城区北海大道北海出口加工区A6区5#厂房第三层 |
||